


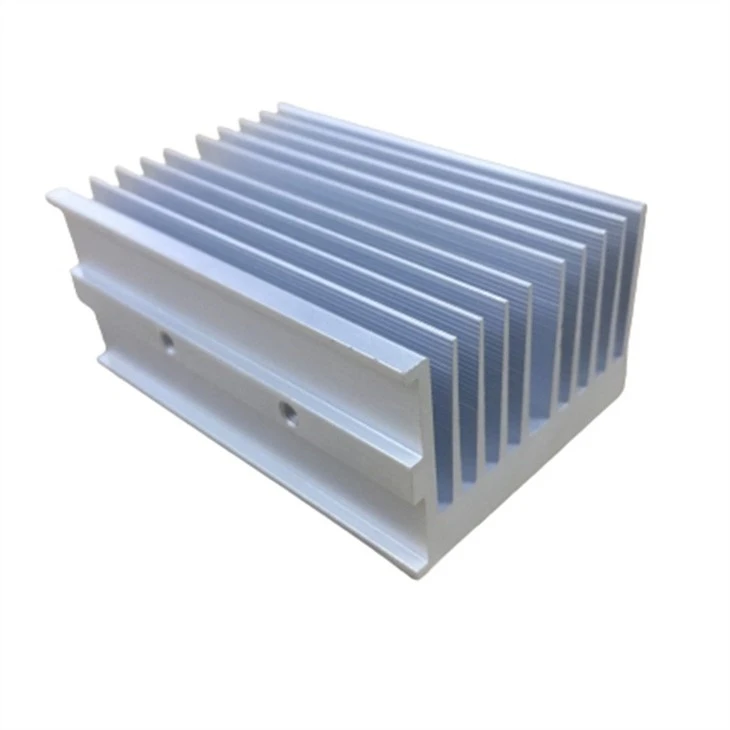




Radijator od prozirnog anodiziranog ekstrudiranog aluminija
Tehnologija ekstruzije je najčešći i najjeftiniji proces u toplinskoj industriji, obično je materijal aluminijska legura koja uključuje AL 6061 i AL 6063 koji imaju izvrsnu savitljivost i toplinsku vodljivost. Ekstruzije aluminijskog hladnjaka često je potrebno anodizirati, a boja se može prilagoditi, ali najčešći tipovi su crno eloksirani i prozirno eloksirani, boja se temelji na zahtjevima kupca. Anodizacija je vrlo važna za aluminijski ekstrudirani hladnjak, u usporedbi s farbanjem ili premazom, nema elemenata pričvršćenih na površinu hladnjaka, zapravo proces anodizacije je stvaranje sloja oksida na aluminijskoj površini kako bi se zaštitio hladnjak od kore i električne vodljivosti.
Uvod u proizvod
Kliknite na liniju za navigaciju ''posjetite tvornicu online'' da biste posjetili našu tvornicu
Tehnologija ekstruzije je najčešći i najjeftiniji proces u toplinskoj industriji, obično je materijal aluminijska legura koja uključuje AL 6061 i AL 6063 koji imaju izvrsnu savitljivost i toplinsku vodljivost. Aluminijske ekstruzije hladnjaka često je potrebno anodizirati, a boja se može prilagoditi, ali najčešći tipovi su crno eloksirani i prozirno eloksirani, boja se temelji na zahtjevima kupca.
Anodizacija je vrlo važna za aluminijski ekstrudirani hladnjak, u usporedbi s farbanjem ili nanošenjem premaza, nema elemenata pričvršćenih na površinu hladnjaka, zapravo proces anodizacije je stvaranje oksidnog sloja na aluminijskoj površini za zaštitu hladnjaka od korozije. i električnu vodljivost.
Mnogo je prednosti anodizacije:
1, Zaštitite hladnjak od kore;
2, Zaštitite hladnjak od trošenja;
3, Zaštitite hladnjak od električne kondukcije;
4, Poboljšajte emisivnost površine hladnjaka.
Na što treba obratiti pozornost prije obrade aluminijskog ekstrudiranog hladnjaka?
Aluminijski ekstrudirani hladnjak obrađuje se aluminijskim profilom, tako da u procesu od aluminijskog profila do gotovog hladnjaka, na koje probleme treba obratiti pozornost, predstavit ćemo vam ih jednog po jednog, razgovarajmo o prvom procesu topline aluminijskog profila proces sudopera - mjere opreza za rezanje.
Rezanje aluminijskog profila je prvi proces oblikovanja aluminijskog ekstrudiranog hladnjaka. Poluproizvod je prototip hladnjaka od aluminijskog profila. Prilikom rezanja posebnu pozornost treba obratiti na sljedeće: (1) Posebnu pozornost treba posvetiti prilikom premještanja aluminijskog profila na stol za rezanje. , Nemojte dopustiti da kutovi stola za rezanje izgrebu ili ozljede aluminijski profil; (2) Tijekom rezanja, ostatke aluminija na stolu za rezanje potrebno je očistiti, kako bi se izbjegao utjecaj na položaj aluminijskog profila tijekom rezanja i time utjecaj na veličinu ekstruzije hladnjaka aluminijskog profila; (3) Pažljivo postavite veličinu rezanja i strogo slijedite veličinu crteža; (4) Provjerite oštricu prije rezanja; (5) Obratite pozornost na promjenu temperature oštrice tijekom rezanja, treba li dodavati vodu itd.; (6) Nakon rezanja prvog, provjerite veličinu.
Poluproizvodi od rezanog aluminijskog hladnjaka će se slati u CNC obradni centar za sljedeću obradu. Na što treba obratiti pažnju kod CNC obrade?
što bi trebalo biti zabrinuto kod CNC obrade aluminijskog hladnjaka?
Tijekom proizvodnje ekstruzije hladnjaka aluminijskih profila, nakon što se aluminijski profili izrežu u poluproizvode, bit će obrađeni CNC-om. CNC obrada je relativno rafinirana operacija. Mnogo je problema u procesu rada na koje treba obratiti pozornost. inače će rezultirati većom stopom kvara aluminijskog hladnjaka.
Na primjer, pri obradi aluminijskog radijatora na horizontalnom obradnom centru općenito je potrebna obrada s više stanica, pa je potrebno razmotriti optimalni položaj dijelova (uključujući učvršćenje) na stolu stroja. U procesu tehničke pripreme potrebno je voditi računa o formiranju alatnog stroja, te optimizirati i uskladiti duljinu alata svakog dijela. Ako razmatranje nije promišljeno, to će izravno uzrokovati prekoračenje alatnog stroja i zamjenu alata, kako bi se zadovoljila točnost obrade ili ponovno ušao u test. U fazi rezanja gubit će se više vremena i povećati stopu neispravnosti, pa se ovaj problem mora razmotriti prije obrade aluminijskog hladnjaka.
Ako CNC stroj za obradu ima funkciju automatske izmjene alata, utvrđuje se da mu je najveća slabost konzolna obrada alata, a bušilica i nosač se ne mogu koristiti tijekom procesa obrade. Kada obrađujemo dijelove s više stanica, moramo točno izračunati udaljenost od svake obradne površine svake stanice do čeone površine vretena alatnog stroja i odabrati najbolju duljinu alata. Nakon postavljanja potrebno je pregledati prvi aluminijski hladnjak:
Osim toga, CNC obrada aluminijskog hladnjaka treba obratiti pažnju na sljedeća pitanja:
(1) Ako je hladnjak od aluminijskog profila previsok, posebno pri obradi nekih hladnjaka velike snage, treba ga nahrapaviti noževima različitih duljina u slojevima. Nakon grube obrade velikim nožem, preostali materijal treba ukloniti malim nožem.
(2) Koristite noževe s ravnim dnom za obradu površine, a rijetko koristite kuglaste noževe kako biste smanjili vrijeme obrade; ako postoji nagib, a cijeli je broj, za obradu koristite nagnuti alat.
(3) Razumno postavljanje tolerancija, tako da su točnost strojne obrade i vrijeme računalnog izračuna međusobno uravnoteženi, te se izvodi više procesa kako bi se smanjilo vrijeme za prazne alate.
(4) Ako je tvrdoća materijala aluminijskog hladnjaka visoka, odaberite glodanje; ako je tvrdoća materijala aluminijskog hladnjaka niska, odaberite glodanje. Osim toga, grubo glodanje i završno glodanje.
(5) Materijal alata ima dobru žilavost i nisku tvrdoću i prikladan je za grubu obradu, dok materijal alata ima lošu žilavost i visoku tvrdoću te je prikladan za završnu obradu.
(6) Tijekom obrade pazite da ne dodirnete rebra hladnjaka od aluminijskog profila, kako ne biste oštetili rebra, posebno ako su neki hladnjaki obrađeni eloksiranjem.
Varijante hladnjaka

Toplinska simulacija

Tvornica i radionica

Proces ekstrudiranja

Certifikati



Sinda Thermal vrlo je iskusna i profesionalna u isporuci hladnjaka od prozirnog anodiziranog ekstrudiranog aluminija, naša tvornica posjeduje strojeve za rezanje, CNC strojeve za obradu i razne mjerne opreme, većinu procesa možemo dovršiti u kući, tako da možemo savršeno kontrolirati kvalitetu i cijene, Sinda Thermal može pružiti visokokvalitetne i najisplativije proizvode od trgovačkih tvrtki. Sinda Thermal je posvećen dizajnu hladnjaka i proizvodnji više od 7 godina, posjedujemo obilje tehnologija i patenata. Molimo nemojte se ustručavati kontaktirati nas ako imate bilo kakvih problema s toplinom ili zahtjevima za izgradnju hladnjaka, mi uvijek pružamo najbolju uslugu i toplinska rješenja.
Popularni tagovi: prozirni anodizirani ekstrudirani aluminijski radijator, Kina, proizvođači, prilagođeno, veleprodaja, kupnja, rasuto, ponuda, niska cijena, na zalihama, besplatan uzorak, proizvedeno u Kini
Mogli biste i voljeti






Pošaljite upit